




Under formforsøget opstår der ofte støbefejl uden en sikker prognose, derfor bør en god formforsøgsingeniør have rig erfaring til at bedømme årsagen så hurtigt som muligt, da omkostningerne stiger i løbet af den tid, der bruges på sprøjtemaskine.
Her har vores team akkumuleret nogle erfaringer, hvis denne deling kan vise et lille tip til gavn for din lignende problemløsning, vil vi være meget glade.
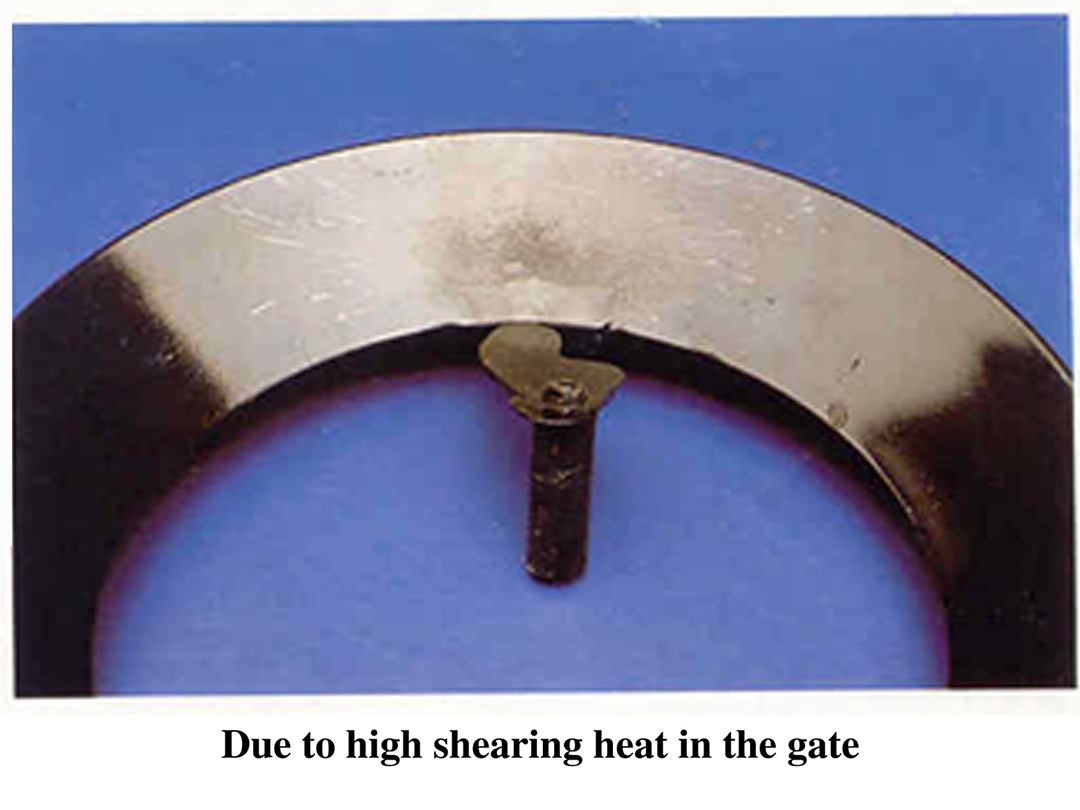
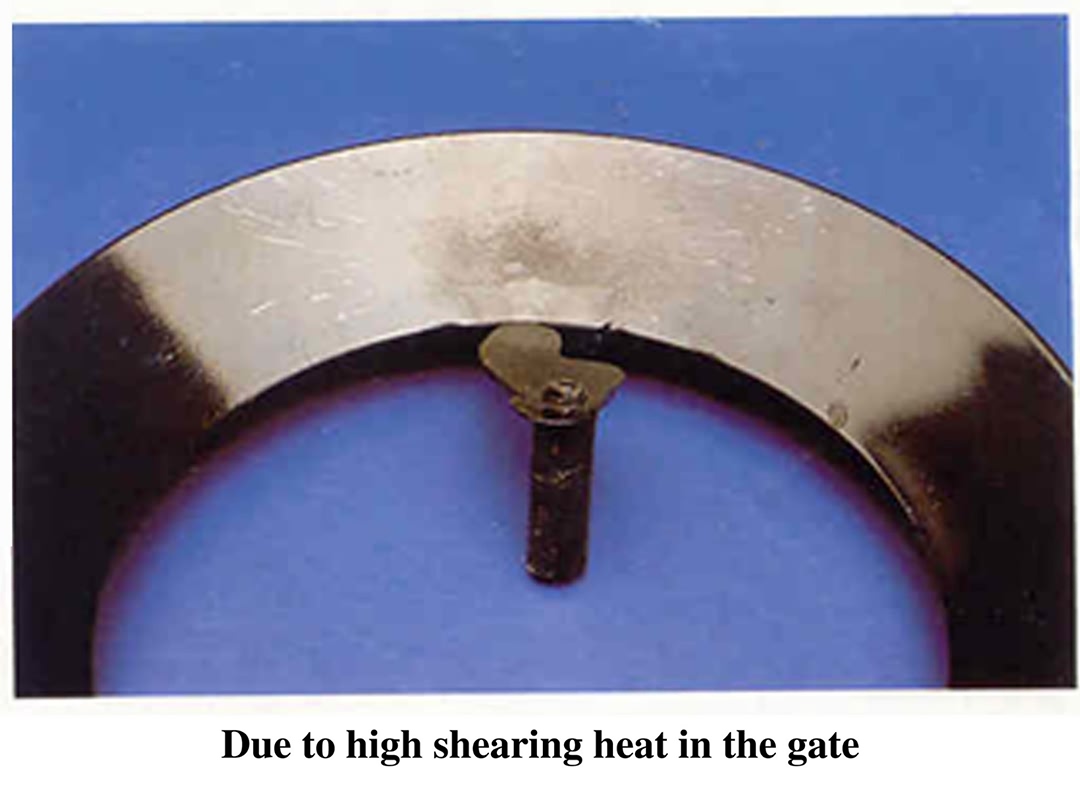
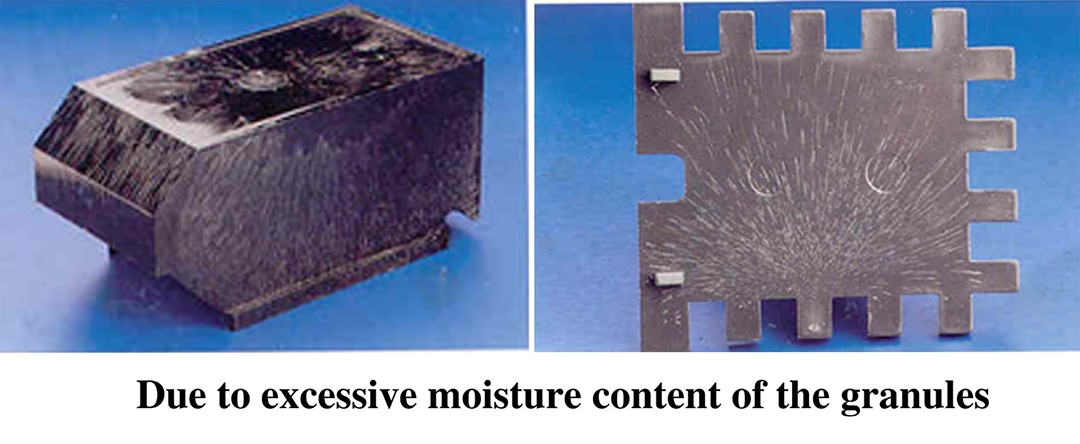
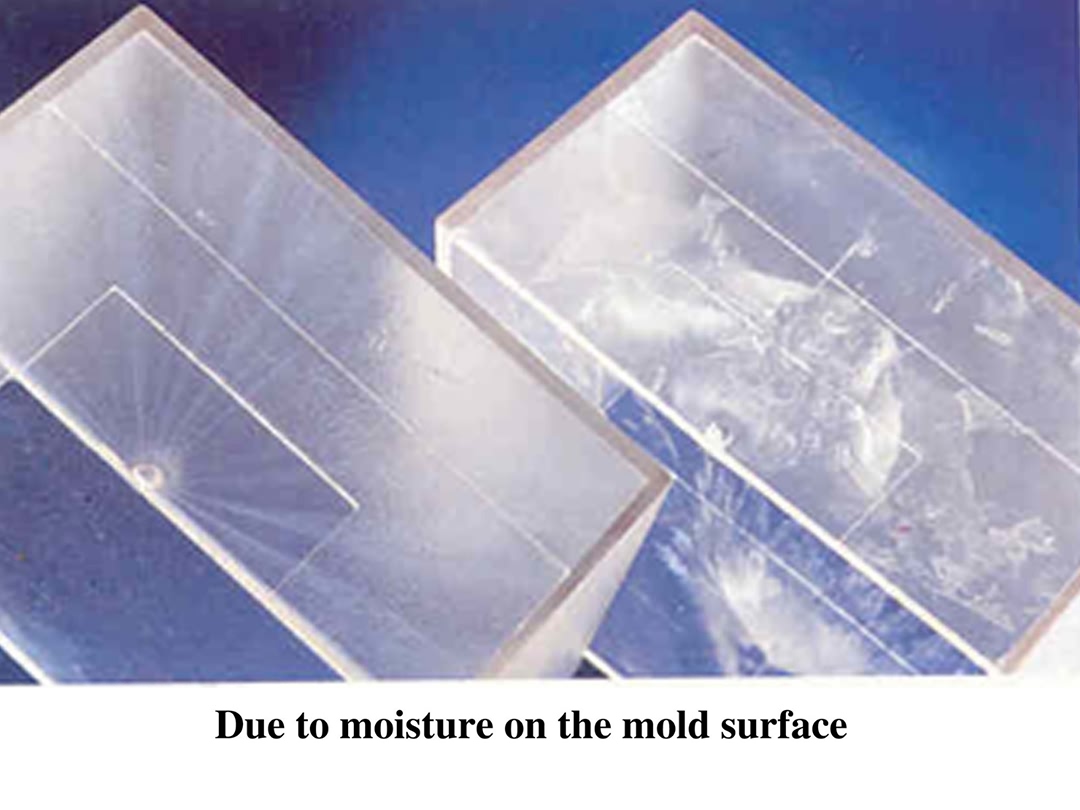
Her taler vi om tre mærker: "Brændte mærker", "våde mærker" og "luftmærker".

Funktioner:
·Optræder med jævne mellemrum
·Vises i det smalle tværsnit eller luftfældeposition
·Smeltetemperaturen er næsten den øvre grænse for injektionstemperaturen
·Fejlen har en vis effekt ved at reducere presseskruens hastighed
·Plastificeringstiden er for lang, eller forbliv i det forreste område af presseskruen for længe
·Det genbrugte plastmateriale skal bruges for meget, eller materialet er blevet smeltet flere gange før
·Vises i formen med hot runner system
·Form med lukket mundstykke (Sluk mundstykke)
Funktioner:
3, luftmærker
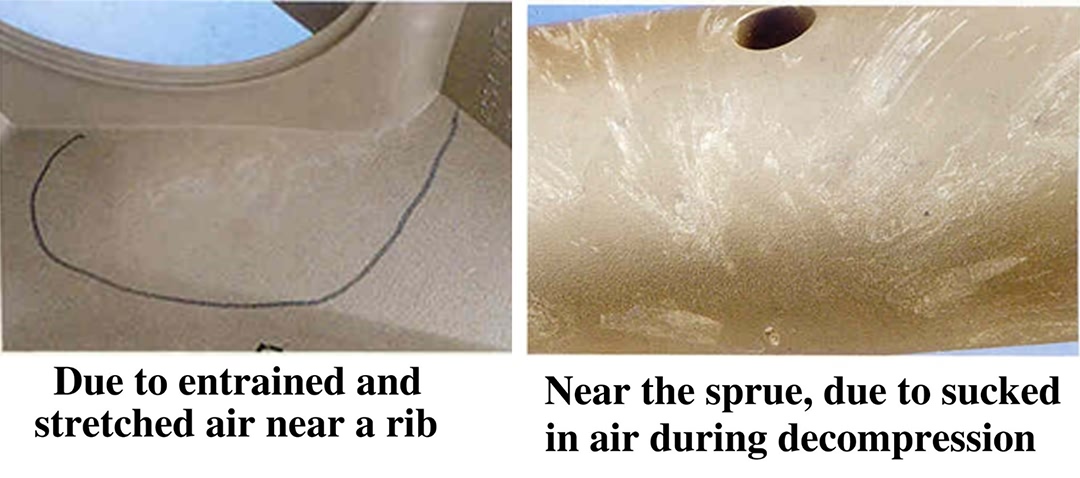
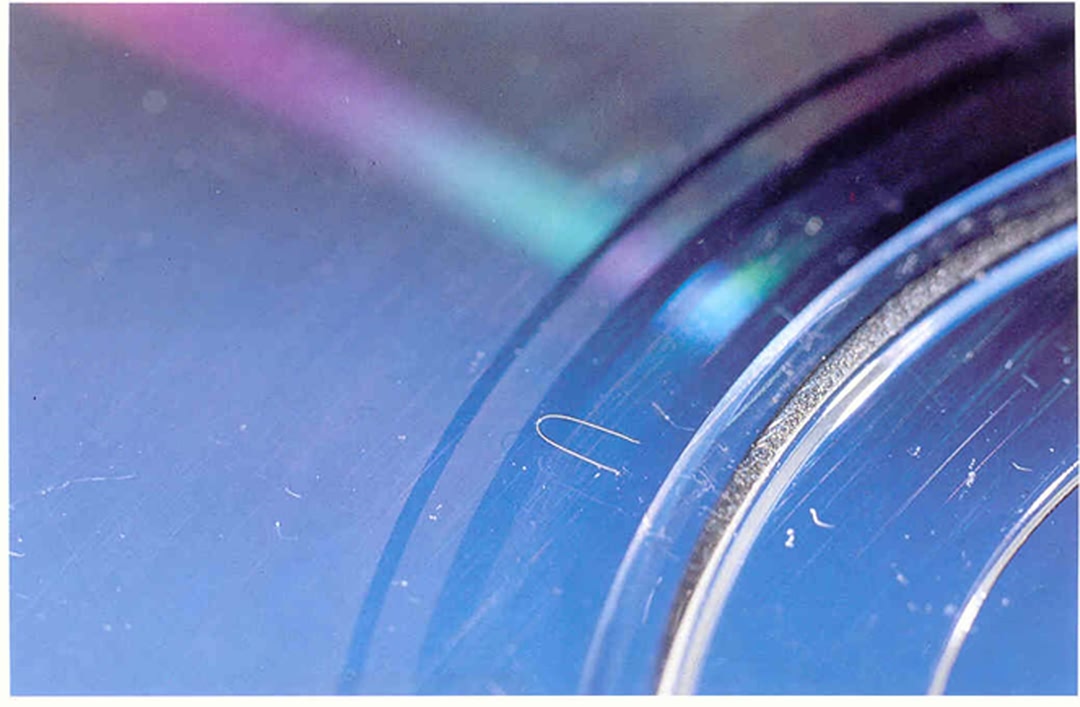
Generelt er luftmærkernes former ru, med sølv eller hvid farve, optræder ofte i den sfæriske/buede overflade, ribber/vægtykkelsen ændrer områder eller i nærheden af dyse, portindgangen fremstår normalt tyndt lag af luftmærker; Der er også luftmærker ved graveringen, for eksempel: tekstgravering eller fordybningsområde på stedet.
Bortset fra ovennævnte typer har vi også "Glasfibermærker" og "Farvemærker" på delens overflade.så fremover vil flere støbefejlserfaringer blive delt med kære venner på linkedin, hvis i har forskellige meninger om mit indlæg, tak Lad mig venligst vide dine kommentarer, som vi ved, er linkedin altid en god platform for os at dele, lære og forbedre!
Indlægstid: 26. oktober 2020